
焊接后清洗技术对不锈钢耐腐蚀性能的影响
问:我们生产的物品有316不锈钢、304不锈钢和双工不锈钢。你能解释一下是什么引起不锈钢中的热色,以及去除热色的最佳方法吗?有时,我们会看到一些不锈钢物品表面有锈斑的证据,所以我们怀疑基本材料的质量,但证书表明它符合规格。你有什么建议?
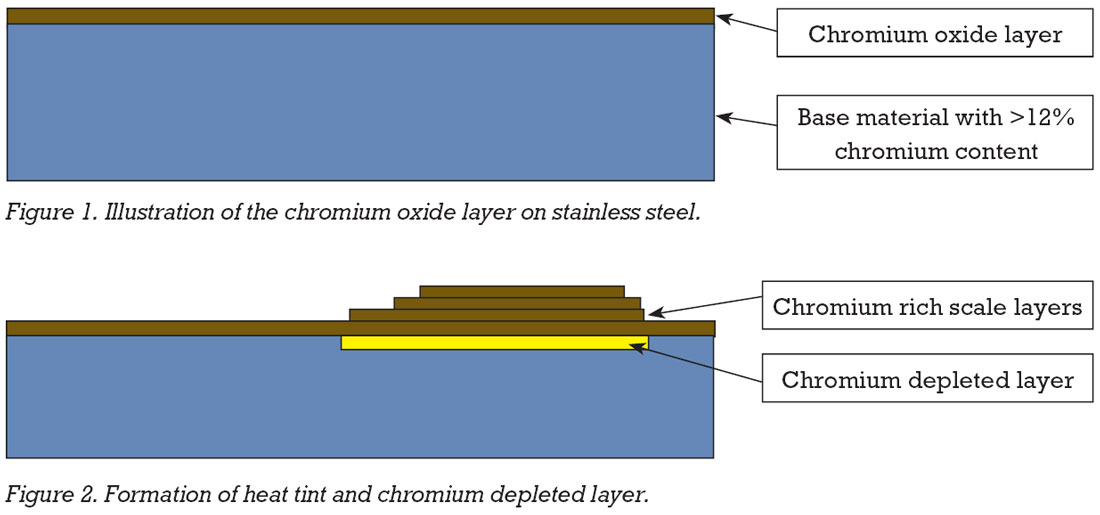
A: 使不锈钢不锈钢的是它含有超过12%的铬.一九一三年,英国谢菲尔德的哈里·布雷利是第一个找到将铬加入铁水并生产"无锈"钢的人。铬在空气中氧化产生非常薄的氧化铬层,这是非常被动的,使表面具有耐腐蚀性。即使该层受到破坏,一旦钢暴露在空气中,铬氧化物层也会改变。当被动层受损,表面处于不含氧环境(例如水下)时,各种腐蚀方法在不锈钢中发生。
损害的原因
对无源氧化铬层的损伤的常见原因包括焊接缺陷,如焊缝槽外的孔隙度和弧焊。(请注意,这种弧焊通常是拒绝焊接的理由)。飞溅也会损害铬层,这也是为什么应该去除铬层的原因(还有为什么低飞溅的填充金属和工艺是重要的)。
碳钢和不锈钢混合工具造成的铁污染是另一个问题。
由于湿度大,不锈钢表面的黑色颗粒会腐蚀和生锈.这可能是最初调查中提到的"锈斑"出现的原因之一。注意,由于不均匀的焊珠或研磨痕迹而产生的粗糙表面更容易收集沉积物,增加了腐蚀的风险。
过多的热色也是一个问题。当不锈钢表面的天然氧化层由于焊接过程中的加热和暴露在空气中而变厚时,就会发生这种情况。
产生的颜色与调色的颜色相似,是光干扰效应产生的。一般来说,颜色越深,氧化铬层越厚,但还需要考虑的是,从碱性金属表面迁移而来的铬已经耗尽了这一地区的铬。为确保焊接材料的耐腐蚀性恢复到与未焊接的基材、热色和底部耗尽的铬层相同的水平,需要去除。
选择合适的焊接后清洗方法可以解决造成生锈斑的原因。其中一些选择是:
化学酸洗----在糊状或液体形式中使用硝酸和氢氟酸的混合物----可去除任何施用区域的表面。它将去除铬的规模热色和底部的铬耗尽层。
*化学钝化使用强氧化剂,如浓缩盐酸,以取代被动氧化铬层。
电抛光不选择性地去除铬垢;相反,它用直流和电解质(如硫酸)从整个表面上抛光"微型尖头"。
*研磨和抛光等机械方法将消除任何表面缺陷,但重要的是不要留下粗糙的表面,也不要用低合金钢的铁氧化物污染不锈钢。喷枪和钢丝刷是其他机械方法使用.
图3展示了不同清洗方法对不锈钢点蚀耐腐蚀性能的影响。这表明,在"5"磨比在"6"刷钢丝有效三倍,最有效的方法是酸洗。
以下是最佳实践序列。从机械抛光开始到高水平,然后进行化学酸洗,以去除铬垢和乏铬层。通过使用钝化剂来恢复铬氧化层的最佳耐腐蚀性.
