用心聆听 精确服务 您的难题就是我们的挑战
.jpg)
AISI A2热处理淬火时间
AISI A2工具钢
AISI A2工具钢是一种多用途的空气硬化工具钢,具有良好的韧性和热处理时的优异尺寸稳定性。AISI A2是O1油硬化工具钢和D2高碳高铬工具钢之间耐磨性的中间体。AISI A2提供强度和韧性,工具性能,价格和各种产品形式的有效组合。
应用:冲头和模具,夹头,木工切削工具,注塑工具,定位销,锤子,工业刀具和量具
AISI A2组成
C Mn Si Cr Mo V
1.00 0.75 0.30 5.0 1.00 0.25
AISI A2物理特性
密度: 0.284 lb / in 3(7861 kg / m 3)
比重: 7.86
弹性模量: 30 x 10 6 psi(207GPa)
(207 GPa W / m /°K)
可加工性: 1%碳钢的70%
AISI A2热处理说明
硬化
临界温度: Ac1:1460°F(793°C)
预热:以不超过400°F /小时(222°C /小时)的速率加热至1150-1250°F(621-677°C)并均衡。然后加热至1300-1400°F(704-760°C)。
奥氏体化(高温):从预热中缓慢加热。熔炉或盐:1725-1750°F(941-954°C)第一英寸(25.4 mm)厚度浸泡30分钟,每增加一英寸(25.4 mm)浸泡15分钟。
淬火:空气,加压气体或中断油至150-125°F(66-51°C)。
注意:横截面尺寸超过3英寸(76.2毫米)的尺寸可能无法通过在静止空气中冷却而达到完全硬度。通常需要通过使用鼓风,加压气体或间断油淬火将淬火冷却速率提高到1400至900°F(760至482℃)。对于油淬火,淬火至黑色,约900°F(482℃),然后在静止空气中冷却至150-125°F(66-51℃)。
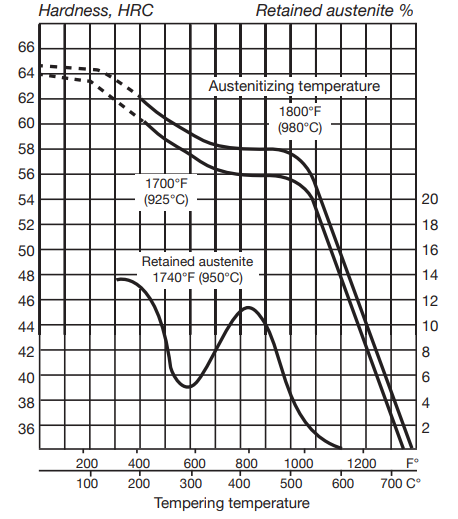
回火:淬火后立即回火。保持温度每英寸(25.4毫米)厚度1小时,zui少2小时,然后空气冷却至环境温度。典型的回火范围为350至500°F(177至260°C)。
为了zui大限度地减小横截面内部应力大于6英寸(152.4 mm)并提高热处理后EDM的工具的稳定性,强烈建议在回火温度下浸泡4到6小时。
深冷处理:有些人喜欢进行深冷处理,作为奥氏体化处理中淬火的延伸。其他人喜欢在回火后进行低温处理。
退火
退火必须在热加工后和再硬化之前进行。
以不超过400°F /小时(222°C /小时)至1550°F(843°C)的速率加热,并保持zui高厚度每英寸(25.4mm)的温度1小时; zui少2小时。然后用炉子以不超过每小时50°F(28°C /小时)至1000°F(538°C)的速度缓慢冷却。继续在炉中或空气中冷却至环境温度。所得硬度应zui大为235 HBW。
AISI A2工具钢是一种多用途的空气硬化工具钢,具有良好的韧性和热处理时的优异尺寸稳定性。AISI A2是O1油硬化工具钢和D2高碳高铬工具钢之间耐磨性的中间体。AISI A2提供强度和韧性,工具性能,价格和各种产品形式的有效组合。
应用:冲头和模具,夹头,木工切削工具,注塑工具,定位销,锤子,工业刀具和量具
AISI A2组成
C Mn Si Cr Mo V
1.00 0.75 0.30 5.0 1.00 0.25
AISI A2物理特性
密度: 0.284 lb / in 3(7861 kg / m 3)
比重: 7.86
弹性模量: 30 x 10 6 psi(207GPa)
(207 GPa W / m /°K)
可加工性: 1%碳钢的70%
AISI A2热处理说明
硬化
临界温度: Ac1:1460°F(793°C)
预热:以不超过400°F /小时(222°C /小时)的速率加热至1150-1250°F(621-677°C)并均衡。然后加热至1300-1400°F(704-760°C)。
奥氏体化(高温):从预热中缓慢加热。熔炉或盐:1725-1750°F(941-954°C)第一英寸(25.4 mm)厚度浸泡30分钟,每增加一英寸(25.4 mm)浸泡15分钟。
淬火:空气,加压气体或中断油至150-125°F(66-51°C)。
注意:横截面尺寸超过3英寸(76.2毫米)的尺寸可能无法通过在静止空气中冷却而达到完全硬度。通常需要通过使用鼓风,加压气体或间断油淬火将淬火冷却速率提高到1400至900°F(760至482℃)。对于油淬火,淬火至黑色,约900°F(482℃),然后在静止空气中冷却至150-125°F(66-51℃)。
回火:淬火后立即回火。保持温度每英寸(25.4毫米)厚度1小时,zui少2小时,然后空气冷却至环境温度。典型的回火范围为350至500°F(177至260°C)。
为了zui大限度地减小横截面内部应力大于6英寸(152.4 mm)并提高热处理后EDM的工具的稳定性,强烈建议在回火温度下浸泡4到6小时。
深冷处理:有些人喜欢进行深冷处理,作为奥氏体化处理中淬火的延伸。其他人喜欢在回火后进行低温处理。
退火
退火必须在热加工后和再硬化之前进行。
以不超过400°F /小时(222°C /小时)至1550°F(843°C)的速率加热,并保持zui高厚度每英寸(25.4mm)的温度1小时; zui少2小时。然后用炉子以不超过每小时50°F(28°C /小时)至1000°F(538°C)的速度缓慢冷却。继续在炉中或空气中冷却至环境温度。所得硬度应zui大为235 HBW。
